Gemeinsam sind wir besser - Better Together! Wir sind jetzt weltweit unter dem Namen Texmo Blank tätig. Weitere Informationen finden Sie auf unserer neuen Website:
Bis zum Start der Vollversion unserer neuen Website, bietet diese Seite weiterhin Informationen rund um Feinguss und zu den Stellenangeboten.


![]() zurück zur Übersicht Feinguss & more
zurück zur Übersicht Feinguss & more
Feingussverfahren bei BLANK
Unser breites Spektrum an Gießverfahren und Gießtechniken
Um Ihre anspruchsvollen Produkte bei BLANK umzusetzen, kommen verschiedene Gießtechniken zum Einsatz. Das Feingussverfahren zählt hierbei als eines der genauesten Verfahren zur Herstellung von Gussteilen. Durch das Feingussverfahren, auch Wachsausschmelzverfahren genannt, sind Vorteile, wie extrem dünne Wandstärken, Hohlräume, Hinterschneidungen und sehr komplexe Geometrien realisierbar. Prinzipiell wird zwischen zwei wesentlichen Methoden im Feinguss differenziert: dem atmosphärischen Guss und dem Vakuumguss. Erweiternd hinzu kommen Exoten, wie beispielsweise das Niederdruckgießen.
Die zum Einsatz kommenden Legierungen werden von der BLANK-Gruppe aus den einzelnen Bestandteilen individuell zusammengestellt. Durch einen automatisierten Prozess gelingt es uns hierbei, die höchste Qualität für Sie zu gewährleisten. Sichergestellt wird dies, indem beispielsweise vor jedem Abguss eine Probe in unserem metallurgischen Labor geprüft und freigegeben wird. Nach dem Abguss wird die Legierung erneut auf Ihre Zusammensetzung hin überprüft.
Sie möchten ein smartes Angebot? Nehmen Sie Kontakt auf!
FEINGUSS BLANK GmbH
Vertrieb
sales@feinguss-blank.de
Beschreibung der Feingussverfahren
- Atmosphärischer, offener Guss: Stahlguss, Edelstahlguss
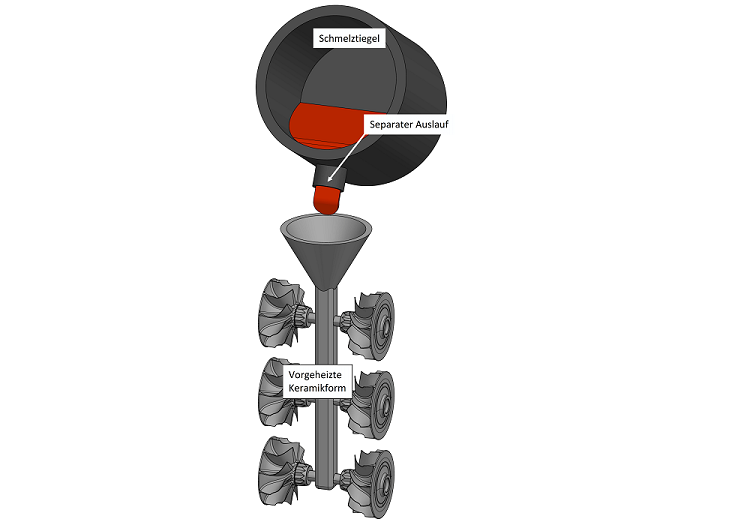
Der atmosphärische Guss wird auch als offener Guss oder Pfannenguss bezeichnet, da dieses Verfahren unter normalen Druck- und Luftverhältnissen offen abläuft. Hierbei wird das flüssige Metall aus einem Schmelz-Tiegel in die vorgeheizte Form abgegossen wobei die Schmelze nicht von der Schmelzbadoberfläche direkt in die Form einläuft, sondern durch einen separaten Auslauf in die erwärmten Keramikformen gelangt. Dadurch wird verhindert, dass Verunreinigungen der Schmelze, auch Schlacke genannt, die sich oben an der Schmelze bilden, in die Gussform gelangen. Das Verfahren eignet sich für eine Vielzahl an Legierungen von unlegierten, bis hochlegierten Stählen.
- Automatisierung der Gussanlagen
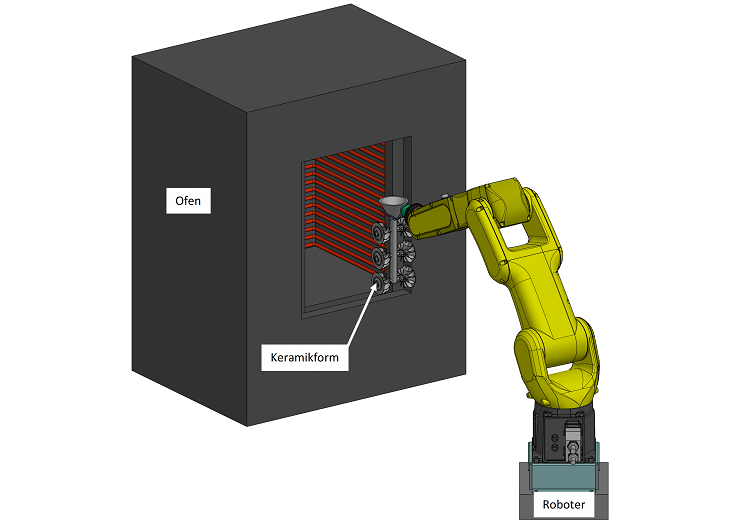
Automatisierung und Industrie 4.0 sind wichtige Themen, auch im Hinblick auf den Feingussprozess. So wurde im Hause BLANK eine automatisierte Abguss-Zelle mit zwei kollaborierenden Robotern eingerichtet. Dadurch können wir eine höhere Prozesssicherheit, Effizienz sowie eine körperliche Entlastung unserer Mitarbeiter gewährleisten. Die zwei Roboter übernehmen zeitgleich das Handling der Keramikschale und der Schmelze und führen perfekt aufeinander abgestimmt den Gießprozess durch.
- Roll-Over-Technik
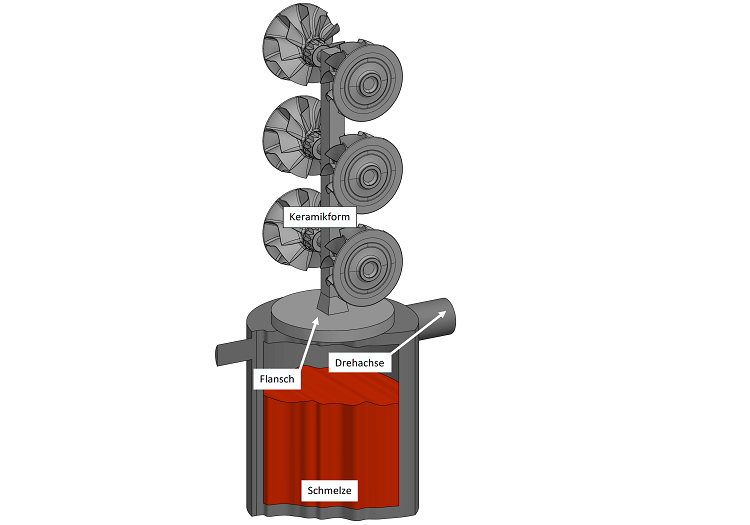
Die Roll-Over-Technik findet etwa beim Abguss von exotischen Stählen oder bei Gussteilen mit besonderen Anforderungen Anwendung. Die Keramikschale ist dabei gedreht (kopfüber) auf dem Legierungsbehälter angeflanscht, in welchem sich die Schmelze befindet. Beim Roll-Over, der Drehung um 180 Grad, fließt die Schmelze in die Form. Dadurch wird eine schnelle und gleichmäßige Verteilung ermöglicht. Die Kippgeschwindigkeit kann hierbei individuell auf das Gussteil angepasst werden, wodurch das Feingussverfahren seine maximale Prozesssicherheit erreicht.
- Aluminiumguss im Niederdruckgießverfahren
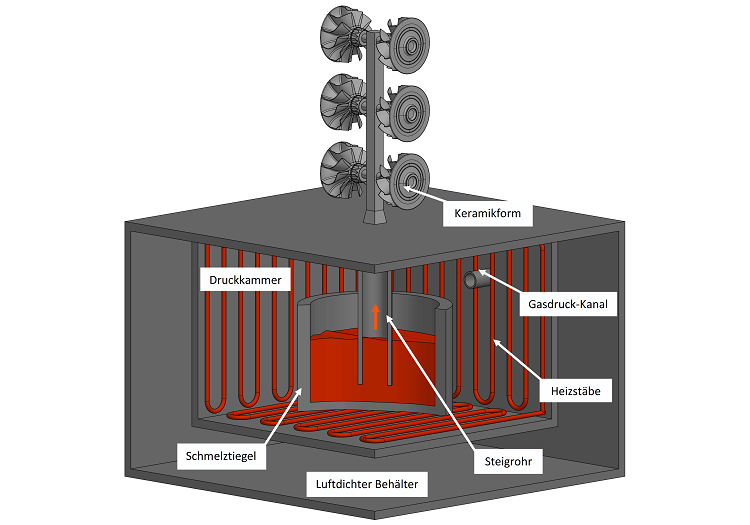
Der Aluminiumguss wird umgangssprachlich auch als Aluguss bezeichnet und bei FEINGUSS BLANK im Niederdruckgießverfahren vergossen. Hierbei wird die Schmelze durch Gasdruck über ein Steigrohr entgegen der Schwerkraft in die Gussform gepresst. Dadurch gelangt die Schmelze in der beabsichtigten Zeit gleichmäßig in die Keramikschale. Als Gas wird Stickstoff verwendet, um eine Inertgasatmosphäre zu bilden und um die chemisch-physikalischen Eigenschaften des Endproduktes zu erreichen. Die Materialien der Legierung werden in einem Schmelztiegel durch Heizstäbe erhitzt. Ist die für das Gussverfahren notwendige Viskosität erreicht, folgt über die Steuerung des Drucks in der Druckkammer die Befüllung der Keramikform mit der Schmelze über ein Steigrohr. Ein Gießsieb an der Füllform trennt das flüssige Metall von Verunreinigungen der Schlacke, bremst die Strömungsgeschwindigkeit und hemmt die Bildung von Oxiden.
- Einkammer-Vakuumguss
Vakuumgießverfahren werden angewandt, um selbst geringste Auslauffehler, Gasporen oder Einschlüsse sowie eine Reaktion der Legierung mit der Luft (Oxidation) zu vermeiden und um komplexe Geometrien zu realisieren. Hochreaktive Legierungen, wie beispielsweise Nickelbasis-Superlegierungen, werden unter Vakuum aufgeschmolzen und abgegossen.
Anwendungsbeispiele für den Vakuumguss sind geometrisch komplexe Turbinenlaufräder. Die dünnen Wandungen der Schaufeln bei gleichzeitig massivem Kern werden auf diese Weise hergestellt. Die Temperaturverteilung kann hierbei deutlich besser gesteuert werden. Beim NE-Guss (Nichteisen-Guss) kann alternativ auch die Niederdruck-Methode zur Herstellung angewandt werden, was bei BLANK im Bereich Aluminiumguss umgesetzt wird.
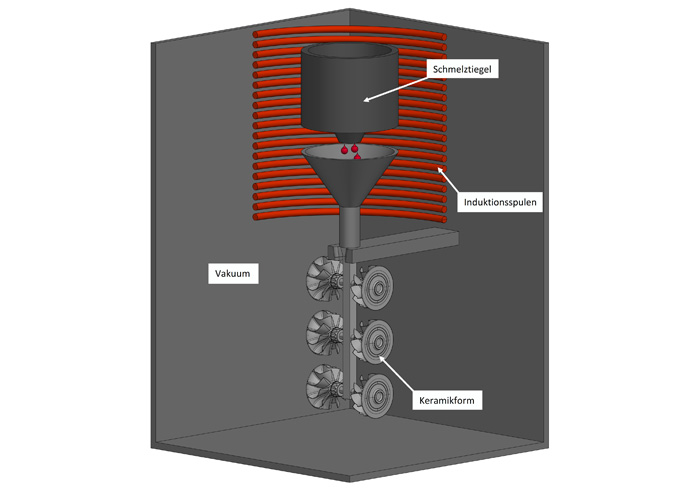
Bei FEINGUSS BLANK kommen gleich drei verschiedene Vakuumgusstechniken zum Einsatz. Diese differenzieren sich unter anderem durch die Anzahl der Vakuumkammern. Beim Vakuumgießen mit nur einer Vakuumkammer wird der Ingot, das aufzuschmelzende Material, in derselben Vakuumkammer erhitzt und geschmolzen, in welcher auch der Abguss erfolgt. Die über 1000°C heißen Schalen werden manuell aus einem Rundofen entnommen und in die Einkammeranlage gestellt. Im nächsten Schritt platzieren Mitarbeiter einen Fasertiegel mit der noch festen Legierung auf der Schale. Zwischen Schale und Tiegel sorgt ein geldstückgroßer „Penny“ dafür, dass sich die Schmelze im anschließenden Gussprozess unter Vakuum in der Kammer gleichmäßig verflüssigt, bevor das Schmelzen des „Pennys“ den Weg in die Schale freigibt.
- Doppelkammer-Vakuumguss
Beim Doppelkammervakuumgießverfahren wird die Schmelze des Ingots in einer zweiten Vakuumkammer vorbereitet, um eine noch höhere Präzision und Flexibilität hinsichtlich der Geometrien, der Prozesssicherheit und der Qualität zu gewährleisten.
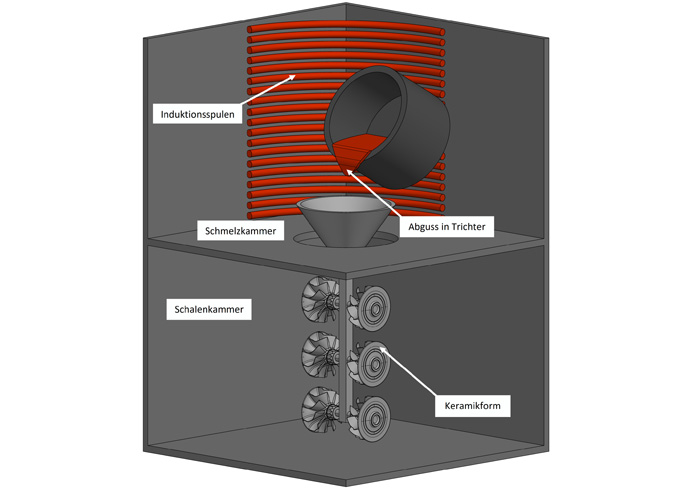
Die aus zwei Kammern bestehende Anlage schmilzt die Legierung in einer oberen Kammer über eine Induktionsspule, während sich die Schale ohne Hitzeverlust immer noch im Rundofen befindet. Erst wenn die Schmelze für den Abguss bereit ist meldet die Anlage die Bereitschaft zur Schalenaufnahme. Mittels eines Industrieroboters wird die Schale innerhalb weniger Sekunden der unteren Kammer zugeführt und anschließend die Luft rasch abgepumpt, um nach dem Vakuumausgleich beide Kammerbereiche miteinander zu verbinden. Die Schale wird dann in die Gießposition gefahren und der Abguss erfolgt durch Drehen des Schmelztiegels.
- Vakuumschleuderguss
Für das Gießen von speziellen Materialien verwendet die BLANK-Gruppe das Verfahren des Vakuumschleudergusses. Die Schmelze des Metalls wird durch induktive Erhitzung erzeugt. Der Schleudervakuumguss ist eine Kombination der beiden Gießtechniken des Einkammer-Vakuumgusses und des Schleudergusses.
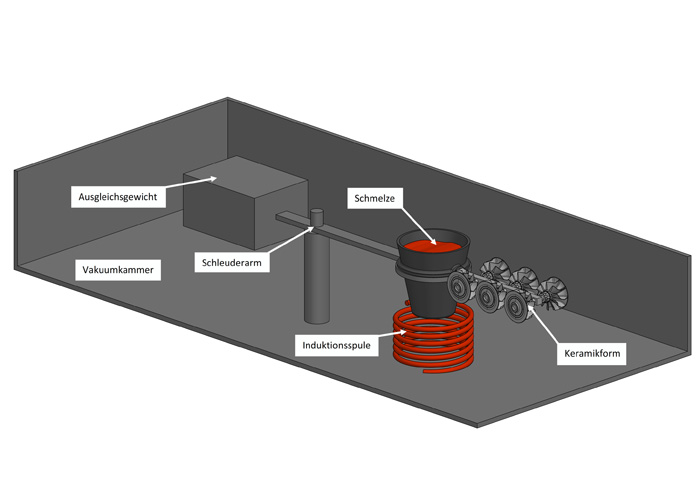
Zuerst werden die Keramikform und der Ingot vorgewärmt und im warmen Zustand in die Anlage eingeführt wo anschließend Vakuum erzeugt und die Kammer mit einem Schutzgas gespült wird. Der Ingot wird durch die Induktionsspule bis zur Schmelze erhitzt. Ist diese erreicht, setzt der Schleudervorgang ein. Durch das Schleudern der Keramikform gelingt es, dass die Schmelze durch die Zentrifugalkraft in die Gussform einfließt und die erwünschte Innenformgebung erzielt wird. Das weitere Vorgehen entspricht dem üblichen Prozess.
Schlechte Fließeigenschaften flüssiger Metalle sowie Reaktionsaffinitäten und kurze Erstarrungsintervalle (wie dies beispielsweise bei Titan der Fall ist) machen diesen Prozess, zur Einhaltung einer schnellen Formfüllung, erforderlich. Der Vakuumschleuderguss ist ein besonders interessantes Verfahren für präzise und komplexe Geometrien zu kostengünstigen Herstellkosten im Vergleich zu zerspanenden Verfahren.