Gemeinsam sind wir besser - Better Together! Wir sind jetzt weltweit unter dem Namen Texmo Blank tätig. Weitere Informationen finden Sie auf unserer neuen Website:
Bis zum Start der Vollversion unserer neuen Website, bietet diese Seite weiterhin Informationen rund um Feinguss und zu den Stellenangeboten.


![]() zurück zur Übersicht Feinguss & more
zurück zur Übersicht Feinguss & more
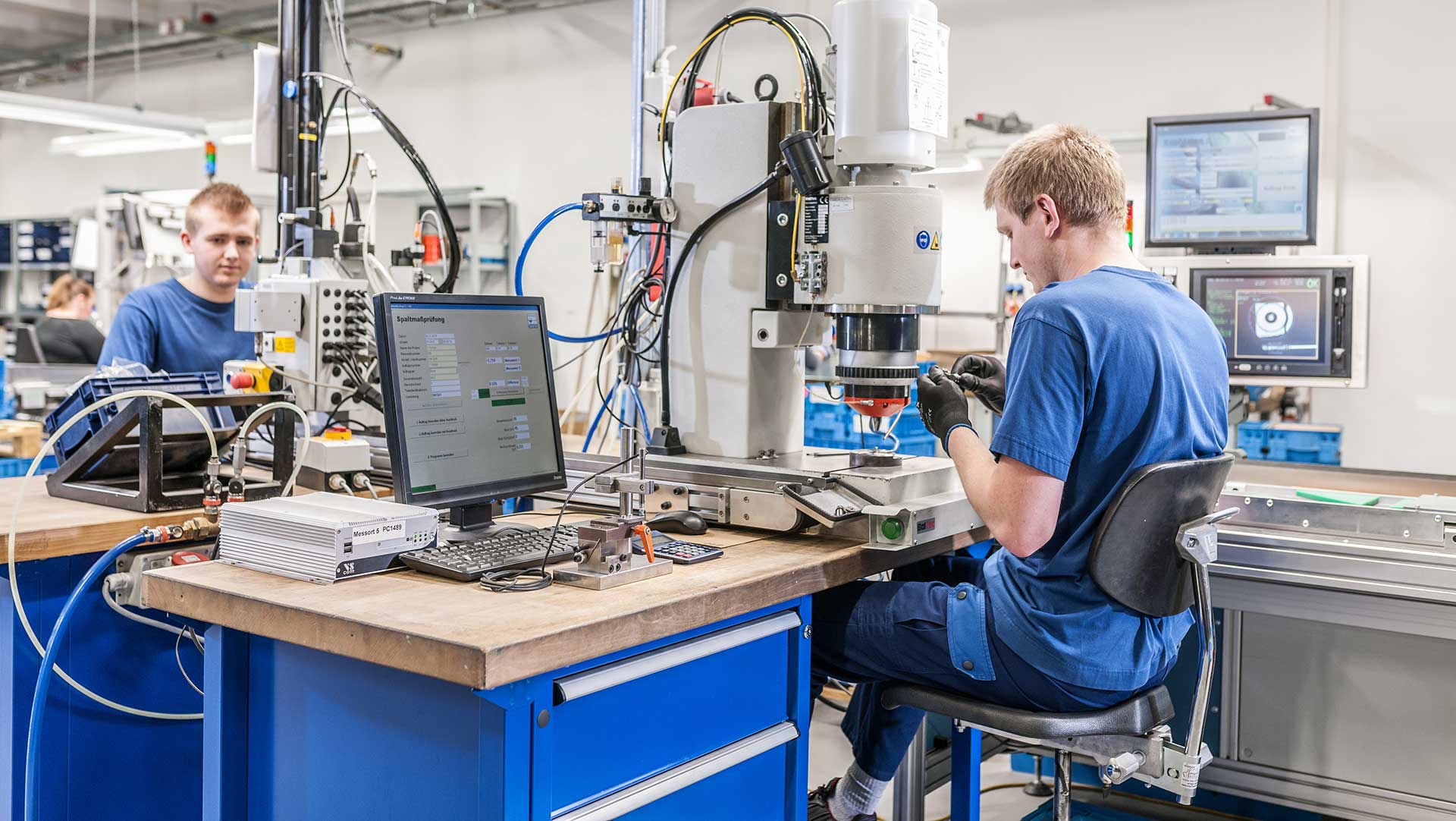
Gussbearbeitung und Montage von Feinguss – ready-to-use
Unsere Verfahren zur Herstellung von Fertigkomponenten und einbaufertigen Baugruppen
Unsere smarte und automatisierte Fertigungslinie beinhaltet, neben dem Feinguss selbst, sowohl die mechanische Bearbeitung als auch die Montage. Dies ermöglicht uns eine hohe Flexibilität, um auf Ihre veränderten Anforderungen in Echtzeit reagieren zu können. Überzeugen Sie sich selbst und entdecken Sie unsere Fertigungsvielfalt!
Sie möchten ein smartes Angebot? Nehmen Sie Kontakt auf!
FEINGUSS BLANK GmbH
Vertrieb
sales@feinguss-blank.de