When floor coverings are laid, the right equipment is essential for a precise result. For the exact placement of PVC, linoleum etc., automatic welding machines are used in which investment castings from BLANK can also be found.
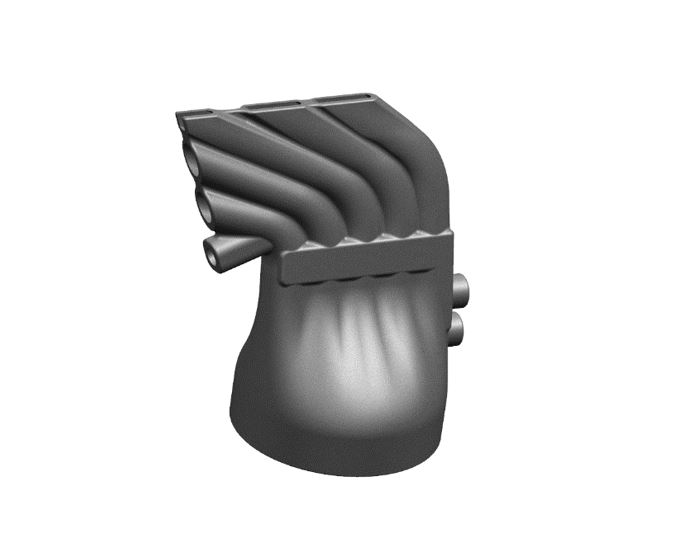
One such investment casting is the 170 g welding nozzle of the device, which is made of chrome-nickel steel. The component allows a jet of hot air to be directed specifically at the seam of a floor. To achieve an even weld, the nozzle is divided into five individual openings that optimally control and distribute the hot air. The nozzles can also be operated separately and switched on and off as required. Depending on the floor covering, a blower heats the corresponding wire, which is pressed into the transition edge to join the floor panels and then is fused by the welding nozzle. This makes it possible to achieve a particularly even result, which is essential in areas with high hygiene standards to avoid dirty edges.
When producing using the investment casting process, the complex internal geometry of the component is particularly challenging. "In the regular investment casting process, a tool is first milled from aluminium. This is filled with industrial wax to obtain a wax part that is almost identical to the later casting," explains Christian Ehl, Sales Manager at BLANK and responsible for the welding nozzle project, "Several wax parts are glued together to form so-called trees, which are then dipped into liquid ceramics and layered with sands of different core sizes in several dipping steps. This creates the shell for the casting of the hot metal and the negative form of the later cast parts."
However, the delicate welding nozzle cannot be manufactured within the standard process due to its internal geometry. Instead, a ceramic core is used. This is embedded in the wax part and only removed after the hot metal has been casted. "This process requires know-how and experience," says Ehl. In addition, a flow-compliant design had to be developed during part creation and the low wall thickness of the nozzle had to be taken into account. The topic of lightweight construction is also more important than ever, especially when it comes to transporting and operating machines in the crafts. All aspects could be considered and realised in coordination with the customer. "This way, a beautiful and functional investment casting part has been created, which, as part of an automatic welding machine, makes the work of laying floors much easier," explains Ehl, "Regardless of whether a part geometry adapted to investment casting already exists or whether a design is developed together with the customer - in both cases we are happy to support with our investment casting know-how."