We are better together! And, we now operate globally under the name Texmo Blank. You can find more information on our new website:
Until we launch the full version of our new website, you will continue to find details about investment casting as well as jobs vacancies on this page.




![]() back to overview Investment Casting & more
back to overview Investment Casting & more
Investment casting process at BLANK
Our wide range of casting processes and casting techniques
Various casting techniques are used to realise your sophisticated products at BLANK. The investment casting process is one of the most precise methods for producing castings. The investment casting process, also known as lost wax casting, makes it possible to realise advantages such as extremely thin wall thicknesses, cavities, undercuts and very complex geometries. In principle, a distinction is made between two essential methods in investment casting: atmospheric casting and vacuum casting. Exotic processes, such as low-pressure casting, are also being added.
The alloys used are individually composed by the BLANK-Group from the individual components. Through an automated process, we succeed in guaranteeing the highest quality for you. This is ensured, for example, by testing and approving a sample in our metallurgical laboratory before each casting. After casting, the composition of the alloy is checked again.
Do you like to realize a smart planning together with us?
Please contact us!
Contact
FEINGUSS BLANK GmbH
Sales
sales@feinguss-blank.com
P: +49 7371 182-0
Description of the investment casting process
- Atmospheric, open casting: Cast steel, cast stainless steel
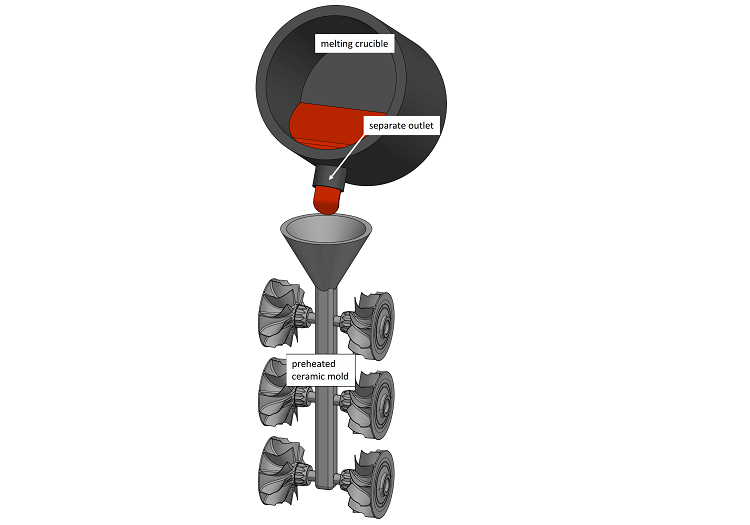
Atmospheric casting is also called open casting or ladle casting, as this process takes place openly under normal pressure and air conditions. In this process, the molten metal is poured from a melting crucible into the preheated mould, whereby the melt does not flow directly into the mould from the surface of the melting bath, but instead enters the heated ceramic moulds through a separate outlet. This prevents impurities in the melt, also called slag, which form at the top of the melt, from entering the mould. The process is suitable for a wide range of alloys from non-alloys to high-alloy steels.
- Automation of the casting plants
Automation and Industry 4.0 are important topics, also with regard to the investment casting process. For example, an automated casting cell with two collaborating robots was set up at BLANK. This enables us to ensure greater process reliability, efficiency as well as a physical reduction in the workload of our employees. The two robots handle the ceramic shell and the melt simultaneously and carry out the casting process in perfect coordination.
- Roll-over technique
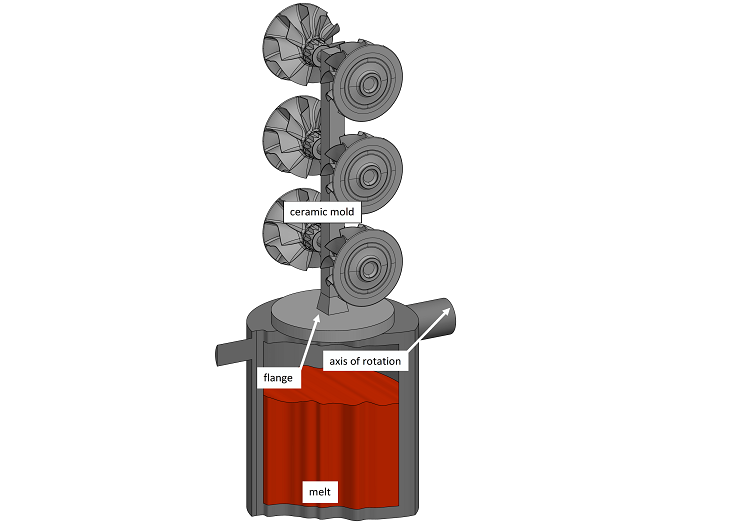
The roll-over technique is used, for example, when casting exotic steels or castings with special requirements. The ceramic shell is flange-mounted upside down on the alloy container in which the melt is located. During the roll-over, the rotation by 180 degrees, the melt flows into the mould. This enables a quick and even distribution. The tilting speed can be individually adapted to the casting, which means that the investment casting process achieves its maximum process reliability.
- Aluminium casting in the low-pressure casting process
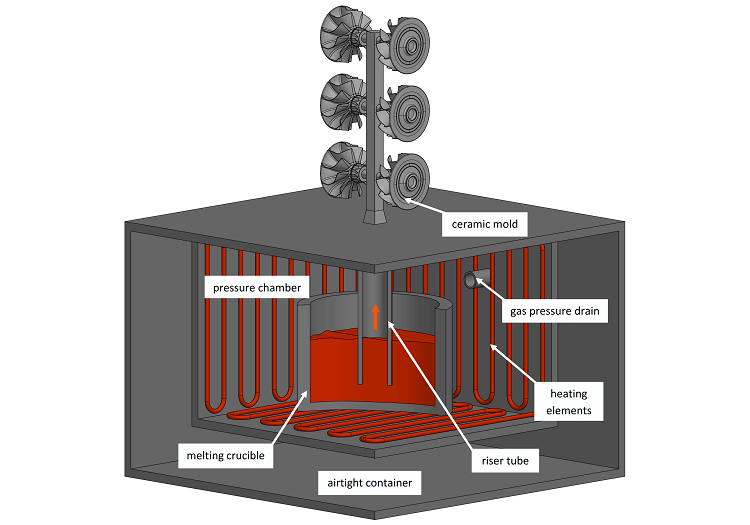
Aluminium casting is also known colloquially in German as alu casting and is cast at FEINGUSS BLANK using the low-pressure casting process. In this process, the melt is pressed into the mould by gas pressure via a riser tube against the force of gravity. This allows the melt to enter the ceramic bowl evenly in the intended time. Nitrogen is used as a gas to form an inert gas atmosphere and to achieve the chemical-physical properties of the end product. The alloy materials are heated in a crucible by heating rods. Once the viscosity required for the casting process has been reached, the ceramic mould is filled with the melt via a riser tube by controlling the pressure in the pressure chamber. A pouring sieve on the filling mould separates the liquid metal from impurities in the slag, slows down the flow rate and inhibits the formation of oxides.
- Single chamber vaccum casting
Vacuum casting processes are used to avoid even the slightest leakage defects, gas pores or inclusions as well as a reaction of the alloy with the air (oxidation) and to realise complex geometries. Highly reactive alloys, such as nickel-based superalloys, for example, are melted and cast under vacuum.
Examples of applications for vacuum casting are geometrically complex turbine impellers. The thin walls of the blades with a solid core are produced in this way. The temperature distribution can be controlled much better here. In the case of non-ferrous (non-iron containing) castings, the low-pressure method can alternatively be used for production, which is implemented at BLANK in the area of aluminium castings.
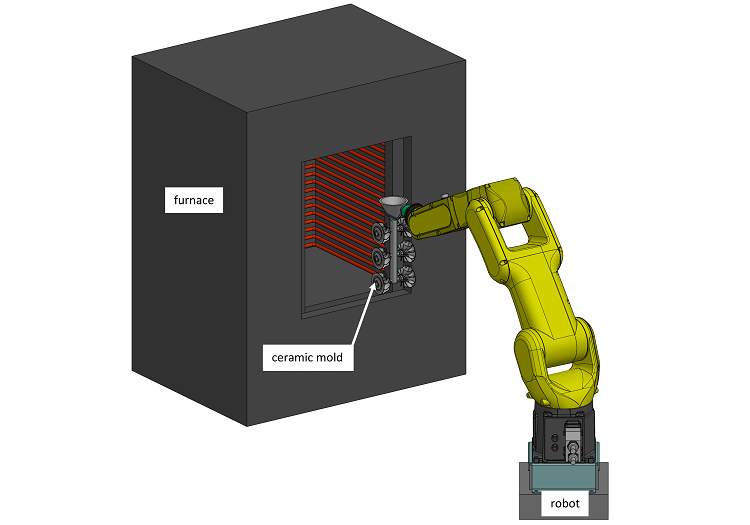
FEINGUSS BLANK uses three different vacuum casting techniques. These are differentiated, among other things, by the number of vacuum chambers. In vacuum casting with only one vacuum chamber, the ingot, the material to be melted, is heated and melted in the same vacuum chamber in which the casting takes place. The trays, which have a temperature of over 1000°C, are removed manually from a circular oven and placed in the single-chamber system. In the next step, employees place a fibre crucible with the still solid alloy on the shell. Between the shell and the crucible, a "penny" the size of a coin ensures that the melt liquefies evenly in the subsequent casting process under vacuum in the chamber before the melting of the "penny" clears the way into the shell.
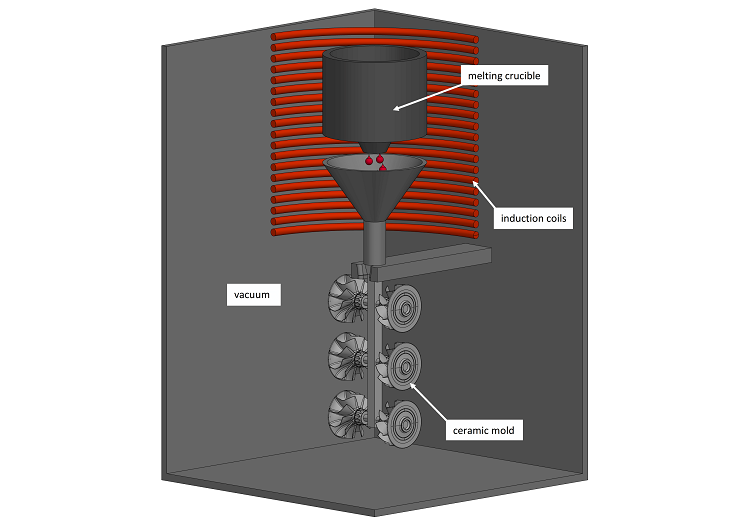
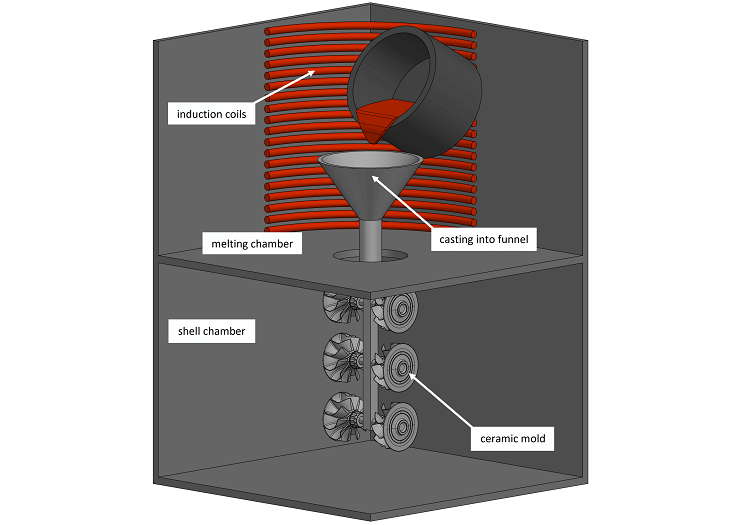
- Double chamber vacuum casting
In the double-chamber vacuum casting process, the ingot melt is prepared in a second vacuum chamber to ensure even greater precision and flexibility in terms of geometries, process reliability and quality.
The system, which consists of two chambers, melts the alloy in an upper chamber via an induction coil, while the shell is still in the circular furnace without heat loss. Only when the melt is ready for casting does the system signal that it is ready to take up the shells. By means of an industrial robot, the shell is fed to the lower chamber within a few seconds and then the air is rapidly pumped out to connect both chamber areas after vacuum equalisation. The shell is then moved into the casting position and casting is carried out by rotating the crucible.
- Vacuum centrifugal casting
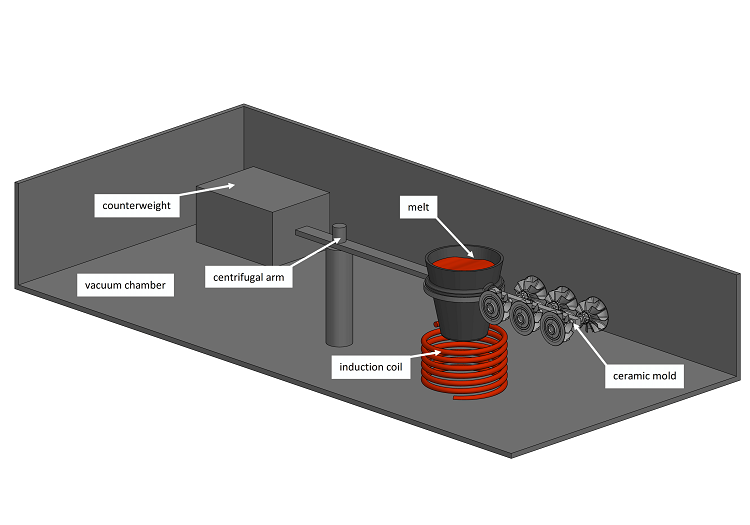
For casting special materials, the BLANK Group uses the vacuum centrifugal casting process. The melting of the metal is produced by inductive heating. Centrifugal vacuum casting is a combination of the two casting techniques of single-chamber vacuum casting and centrifugal casting.
First, the ceramic mould and the ingot are preheated and introduced into the system in a warm state, where a vacuum is then created and the chamber is purged with an inert gas. The ingot is heated by the induction coil until it melts. When this is reached, the spin cycle starts. By spinning the ceramic mould, the centrifugal force causes the melt to flow into the mould and the desired internal shaping is achieved. The further procedure corresponds to the usual process.
Poor flow properties of liquid metals as well as reaction affinities and short solidification intervals (as is the case with titanium, for example) make this process necessary in order to maintain rapid mould filling. Vacuum centrifugal casting is a particularly interesting process for precise and complex geometries at cost-effective manufacturing costs compared to machining processes.